In-Vacuum Flexo Top-Coating on Metallized Film: An Update on the State of the Art
By: Dante Ferrari, Celplast Metallized Products Limited
Introduction
Celplast has presented at many previous AIMCAL conferences on its patented single pass in-line metallizing and top-coating technology1-3. The concept is relatively straightforward: By applying a flexo coating immediately after the metallizing zone in a vacuum chamber, and then E-beam curing that coating all in one pass, the inherent barrier of that metallized layer is locked in, with a minimal number of coating defects. A schematic of the process is shown in Figure 1.
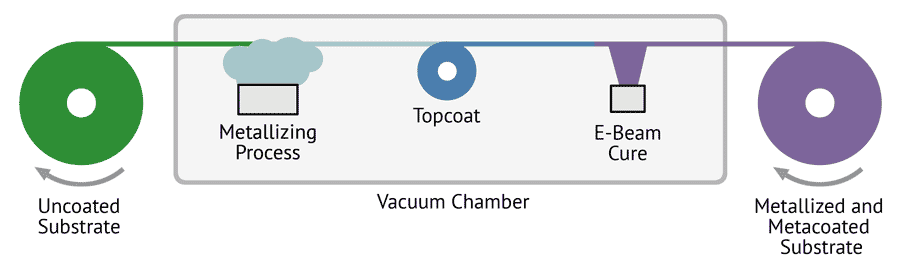
Figure 1: The in-vacuum metallizing & flexo top-coating process
This leads to a Barrier Improvement Factor (BIF) of 6 – 8x over a typical metallized substrate. In addition, we have shown that laminations prepared with this top-coated metallized PET film give equivalent or superior performance to the highest barrier metallized PET currently available4. In partnership with Dow, 3-ply laminations were prepared with PET/met PET/LDPE, using both solvent-based (SB) and solventless (SL) adhesive systems. The met PET was a high barrier (HB) met PET in one case, and a top-coated met PET in the other.
Figure 2 on the next page shows that OTR of the lamination containing the top-coated met PET was much better in flat sheet form, and remained better after Gelbo flexing in the case of the SL adhesive lamination.
Figure 3 shows that WVTR of the lamination containing the top-coated met PET was similar in flat sheet form to the high barrier met PET for the SB adhesive lamination, but was significantly better both before & after Gelbo flexing in the case of the SL adhesive lamination.
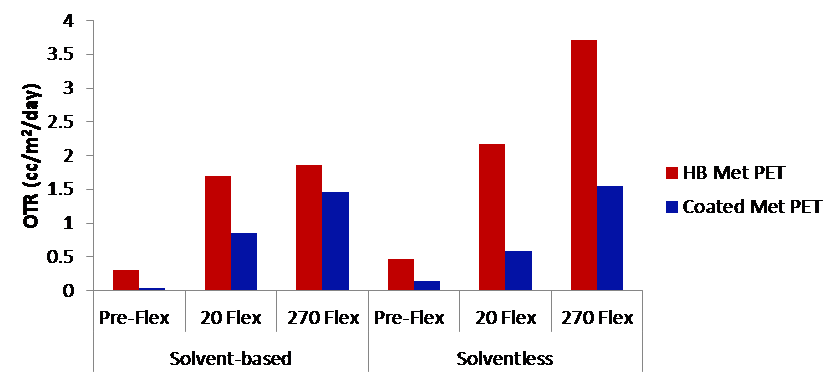
Figure 2: OTR values of 3-ply laminations containing either a high barrier met PET or top-coated met PET, OTR measured at 23°C, 50%RH
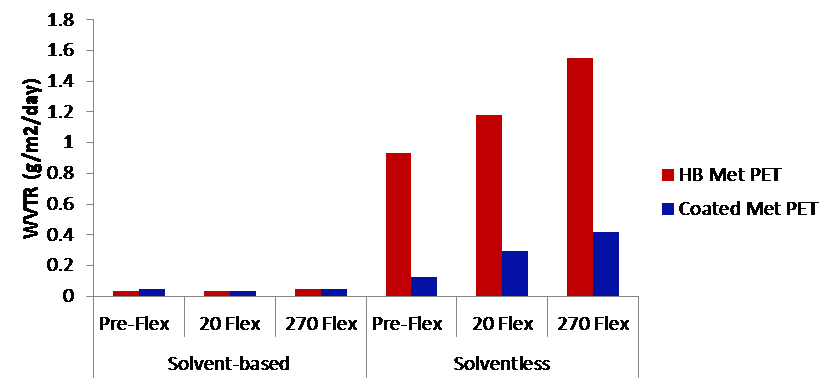
Figure 3: WVTR values of 3-ply laminations containing either a high barrier met PET or top-coated met PET, WVTR measured at 37.8°C, 90%RH
The objective of the current study is to evaluate the performance of a 3-ply structure containing top-coated metallized films in a demanding application, namely, retort packaging. We also wanted to examine the bond strength & barrier properties of a similar 3-ply structure looking at different adhesive systems, and also in different structures. We want to finish this paper by examining the current state of the art in scaling this process up to commercially viable speeds and widths.
Experimental – Retort Study
We started by looking at two different alternatives to the standard 4-ply structure for retort packaging. One contains a top-coated metallized OPA film, the other a top-coated metallized PET film, as shown in Figure 4. In both cases, the top-coated metallized film is intended to replace two layers: a foil and an OPA layer.
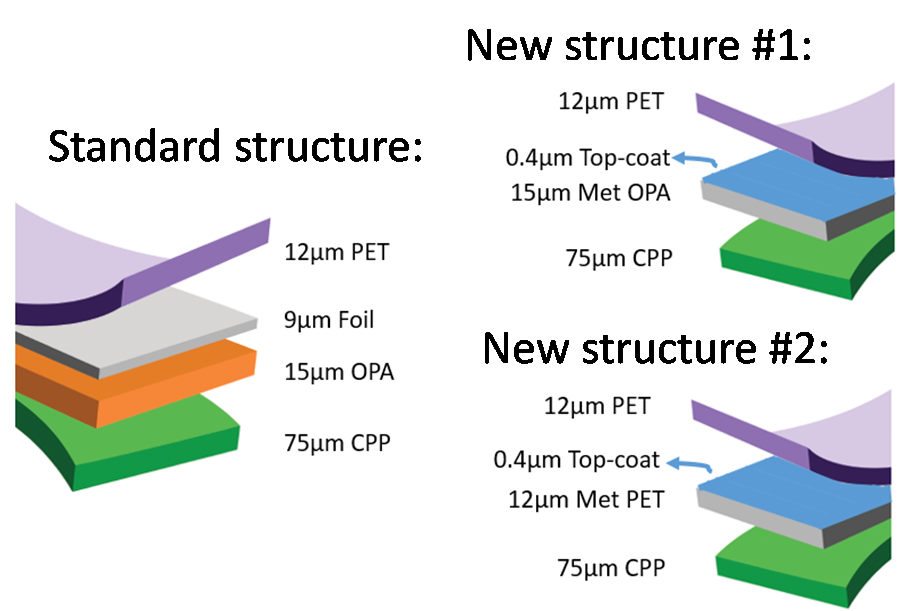
Figure 4: Standard 4-ply and novel 3-ply retort pouch structures
In all cases, samples were prepared using a Henkel Loctite Liofol LA3649:LA6055 adhesive system, at a 3.4 g/m2 dry weight coating thickness, at the Henkel Research Center in Cary, NC. As a first step, the adhesive was applied to the clear PET, dried, then bonded to the top-coated surface of the metallized film. As a second step, the adhesive was applied to the clear CPP, dried, then bonded to the uncoated surface of the metallized film. After curing at 50°C for 4 days, 90° peel tests were carried out.
In both cases, the uncoated film to CPP bonds caused stock split, with bonds of over 10 N / 25 mm. With the PET/top-coat interface in the top-coated metallized OPA structure, bonds were only 0.5 N / 25 mm, with delamination occurring at the metal-to-OPA surface. With the PET/top-coat interface in the top-coated metallized PET structure, bonds were much better at 8.1 N / 25 mm. The failure mode in this case was stock split of the clear PET film itself.
4-side seal pouches were then prepared of each 3-ply structure, filled with de-ionized water, and put into a retort chamber at 121°C for 60 minutes, with water spray cooling. Figure 5 shows the appearance of the pouches after retorting.

Figure 5: 3-ply pouches with DI water after retorting
As can be seen, the metal layer of the 3-ply structure containing OPA disappeared, while it remained completely intact on the 3-ply structure containing the top-coated metallized PET film. The OPA/CPP portion of the OPA lamination shrank and delaminated from the clear PET layer. There was no noticeable shrinkage or delamination in the 3-ply structure containing the top-coated metallized PET film.
This suggests that the new 3-ply retort structure #2 could be used in future retort studies.
Experimental – Lamination Study
We then decided to look at two new 3-ply structures containing top-coated metallized PET film, where this film could potentially replace both a foil and PET layer. The first structure was clear PET/top-coated metallized PET/CPP sealant, the second structure was clear PET/top-coated metallized PET/LDPE sealant.
In both cases, a COIM Novacote NC 825A : CA 26 system was used, with a dry coat weight of ~ 3 g/m2, being laminated on a pilot line at Fraunhofer IVV in Freising, Germany. Once again, in the first pass the adhesive was applied to the clear PET, dried, then bonded to the top-coated surface of the metallized PET. In the second pass, the adhesive was applied to the clear CPP or LDPE sealant web, dried, then bonded to the uncoated surface of the metallized film. After curing at 50°C for 5 days, 90° peel tests were carried out. Barrier tests were also carried out, with OTR measured at 23°C, 50%RH, and WVTR measured at 37.8°C, 90%RH.
The 4-ply foil-based and 3-ply metallized PET-based structures, as well as barrier & bond strength data, are shown in Figures 6 & 7.

Figure 6: Barrier & bond strength properties of 4-ply foil-based laminate with
CPP sealant vs. 3-ply metallized PET-based laminate with CPP sealant
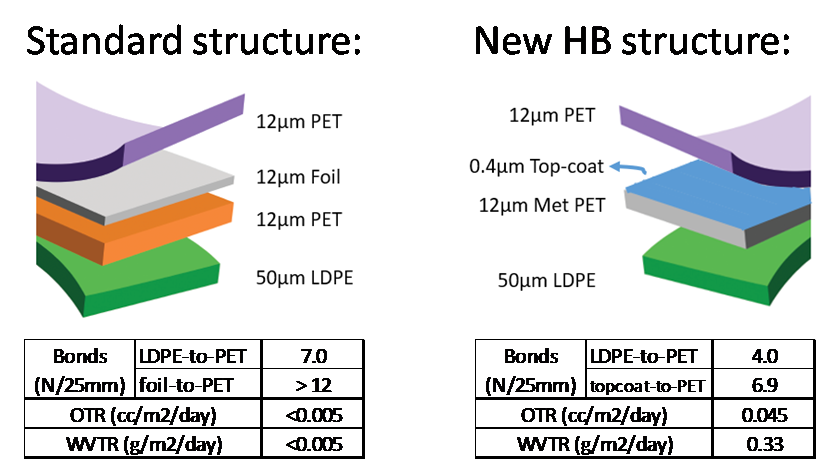
Figure 7: Barrier & bond strength properties of 4-ply foil-based laminate with
LDPE sealant vs. 3-ply metallized PET-based laminate with LDPE sealant
As we can see, the barrier & bond strength performance of the 3-ply structures containing the top-coated metallized PET film are not quite as good as the 4-ply structures containing foil. However, for the purposes of the vast majority of food packaging applications, including hot-fill, retort and other high barrier applications, these structures are very capable, and can meet the needs of these applications.
Scale-Up
A final consideration is the economics of the top-coated metallized film. Up until recently, it was being produced solely on a pilot line in Toronto at a speed of 2 m/s, with a typical width of 1320 mm. For large volume food packaging, this is not acceptable, particularly for a batch metallizing + coating process.
Therefore, it was decided to scale up this process to a speed of 6 m/s, and a maximum of 2450 mm wide. As one can imagine, this scale up has not been without its challenges. However, we knew that the challenges were strictly technical in nature. As long as we maintained the right team with the right attitude, and with some out-of-the-box thinking along the way, we knew we would eventually be successful. In fact, Celplast is now moving forward to obtain the first ever commercial scale machine with these capabilities.
Conclusion
Starting out as just an idea several years ago, the in-vacuum flexo top-coated metallized film is an idea whose time has come. Not only have barrier & lamination bond properties been proven out with several different adhesive lamination systems, but it also shows promise for retort and other demanding flexible packaging applications.
With the scale-up of this process to a faster and wider machine, this will be a commercially viable product, and is destined to find a home in many flexible packages going forward.
References
- D. Ferrari. “Properties of EB Top-Coated Metallized Films Prepared in Vacuum”. AIMCAL Fall Technical Conference (2010).
- V. Ataya and D. Ferrari. “Improve Barrier Properties and Significantly Reduce Your Carbon Footprint with In-Line Metallizing and Top-Coating”, AIMCAL Fall Technical Conference (2011).
- C. Larsen and D. Ferrari. “Improve Barrier Properties and Reduce Your Carbon Footprint with In-Line Metallizing and Top-Coating”, AIMCAL Europe (2012).
- D. Ferrari, “Barrier Packaging in the Real World”, AIMCAL Europe (2014).