Packaging Films 1-2013
One of the most common flexible packaging formats is the stand-up barrier pouch. This structure typically consists of three layers as shown in figure 1. These structures include a PET/print/adhesive/metallised PET/adhesive/ sealant or PET/print/adhesive/metallised OPP/sealant, with each of these layers playing a functional role in the overall structure.
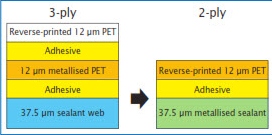
Figure 1:
Comparison of 3-ply vs.
2-ply structures for stand- up pouches.
The printed PET provides a surface for excellent printability and adds stiffness to the structure. The metallised layer provides an oxygen and moisture barrier in case of metallised PET or moisture barrier in the case of metallised OPP, and also improves stiffness. Metallised films in general provide good aesthetic value and allow for eye-catching graphics, which may be a brand owner requirement in some finished structures. Lastly, the sealant layer provides sealing for the pouch which must also have good COF (coefficient of friction), HSIT (heat-seal initiation temperature), and seal strength, which are critical to downstream processing and performance.
Metallised sealants allow converters and brand owners to improve their carbon footprint by reducing material and energy usage
when transitioning from a 3-ply structure to a 2-ply structure with- out compromising barrier perform- ance or other key performance cri- teria such as COF and HSIT, which are critical in downstream process- ing (figure 1 and table 1). Based on the barrier properties, CEL-MET sealant is suitable for replacing me- tallised OPP while O2 barrier sealant is suitable for replacing metallised PET in current 3-ply structures.

Table 1:
Functional properties of metallised barrier sealants.
Creating and meeting sustainability objectives have become a priority for all companies throughout the packaging supply chain. From top to bottom, there is a consistent mes- sage that these objectives must be met without sacrificing functional performance.
The pouches were filled with vinegar, French vanilla coffee, canola oil, and stewed tomatoes. The products were chosen for the acidity of the vinegar, the essential flavouring oils of the coffee, the natural oil of canola oil and the acidity, weight and complex chemistry of the tomatoes. Results are shown in table 2. The contents of each pouch were examined for overall appearance and aroma and none of the products packaged showed signs of spoilage. Post-testing results are quite good and should predict further stability in the packages barrier performance.
Material reduction
Reducing the weight of the overall structure has become a key area of focus for companies who are trying to reach aggressive sustainability targets. An overall weight reduction of 25% can be obtained (figure 2) by consolidating the barrier properties of the metallised layer with the sealant layer.

Table 2:
Barrier properties before and after accelerating shelf-life testing.
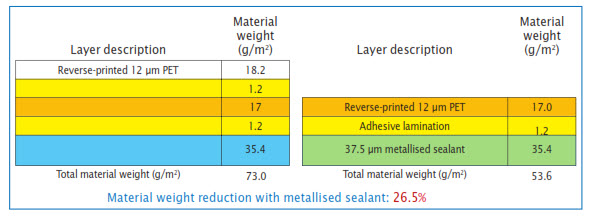
Figure 2:
Material reductions with metallised barrier sealants.
Creating a finished structure using barrier sealant films will allow companies in the packaging supply chain to meet sustainability goals, but making the change is not with- out its limitations. Though layer elimination may mean the package will lose some bulk, it does not mean it will lose functionality. The challenge really is a perception and sensory issue. Consumers and brand owners alike will equate the feel or touch of a package to quality and performance, whether or not it is actually true. However, solutions do exist. Innovations in co-extrusion technology and material science may allow us to work around these perception issues to provide a stiffer-feeling structure, while using less material. Through education, the industry will also be able to teach consumers and let everyone know that less material does not equal decreased performance.
Carbon footprint
It is difficult to discuss sustainability and not bring up energy savings and CO2 emission reduction. This is a broad, all-encompassing metric, as it can be applied not only to the material components of a structure but also to the converting operations employed to create a finished rollstock. That is one reason it is commonly used by legislators, brand owners and retailers.
Combining the sealant layer and barrier layer into one film has a tremendous impact on solvent-less and solvent-based laminated structures. Using typical converting process energy calculations [2], by eliminating one lamination pass on a solvent-based laminator, converters are able to reduce their energy consumption by up to 30%. Consequently CO2 emissions are also reduced by as much 29%, when based on the carbon footprint of energy production in Ontario/CDN [3] (fig- ure 3).

Figure 3:
Carbon footprint reductions with metallised sealants
In comparison, solventless laminators are already more energy efficient than solvent-based laminators. Further efficiencies can be made through the use of metallised sealants, as eliminating a layer through this process provides energy savings of 11.3% and an over-all reduction of CO2 emissions by 29.7%
Conclusions
Reducing material usage, increasing landfill diversion, reducing energy usage and lowering CO2 emisssions are all important aspects to the success of flexible packaging converters going forward. Metallised sealants provide an excellent alternative for layer elimination and as well as for eliminating an operation in the converting process, saving energy and ties of the metallised layer with the sealant layer.