Download PDF of Technical Paper: Barrier Packaging in the Real World
By: Dante Ferrari, Celplast Metallized Products Limited
Two trends are driving much of the innovation in laminations using metallized film today. Sustainability has become a key driver for companies in the packaging and converting industry and it is a major area of focus for consumers, retailers, brand owners, converters and legislators. It has become apparent over the last few years that this is not a trend but a core belief and means of reducing costs throughout the packaging industry1.
Another trend is a move to higher barrier packaging. As the market becomes more fragmented with a proliferation of SKU’s, these SKU’s are more likely to spend time in the supply chain before being purchased by the consumer. In addition, a move to healthier, all-natural foods with fewer preservatives means barrier requirements are increasing even for products spending the same amount of time in the supply chain and on store shelves.
Both of these trends will be examined in the structures evaluated in this study. However, we are going beyond evaluating barrier in a flat sheet form. Consumer goods companies are becoming more aware of the fact that barrier properties can change as a package travels through the supply chain. Therefore, barrier properties measured in a flat sheet are not necessarily as representative of the final use as barrier properties as measured in a finished pouch that has been handled during storage, transportation and by the consumer. Gelbo flexing is the most commonly used method to approximate the effects of this handling. Closely tied to real world handling is bond strength of the finished lamination. This will also be examined in this study.
Experimental
One of the most common flexible barrier packaging formats is the stand-up pouch. This structure typically consists of three layers as shown in Figure 1. These structures include a PET/Print/Adhesive/metallized PET/Adhesive/Sealant or PET/Print/Adhesive/metallized OPP/ Sealant, with each of these layers playing a functional role in the overall structure. The printed PET provides a surface for excellent printability and adds stiffness to the structure. The metallized layer provides oxygen and moisture barrier in case of metallized PET or moisture barrier in the case of metallized OPP, and also improves on stiffness. Metallized films in general provide good aesthetic value and allow for eye-catching graphics, which may be a brand owner requirement in some finished structures. Lastly, the sealant layer provides sealing for the pouch. The sealant layer must also have good COF, HSIT, and seal strength, which are critical to downstream processing and performance.
Metallized sealants allow converters and brand owners to improve their carbon footprint by reducing material and energy usage when using a 2 ply structure instead of a 3 ply structure. Barrier performance can be tailored to match a metallized PET or OPP, depending on which is being replaced.
Other key performance criteria such as gloss, product resistance, COF and HSIT, which are critical in downstream processing, can also be retained2,3. 2-ply structures using this film were studied here.
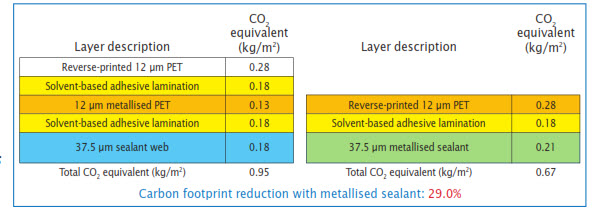
Figure 1: Comparison of 3-ply vs. 2-ply Structures for Stand-up Pouches
In order to examine high barrier performance, two 3-ply structures were examined: one using a 48 gauge high barrier metallized PET film, the other with a 50 gauge ultra-high barrier top-coated metallized PET film, manufactured using a proprietary in-line metallizing & top-coating process4.
Properties of each film in flat sheet form are shown in Table 1.
| Barrier Film | OTR (cc/100in2/day) 23 C, 50%RH |
WVTR (g/100in2/day) 38 C, 90%RH |
Metal adhesion (g/in) MA-1 |
|---|---|---|---|
| 1.5 mil HB met PE | 0.06 | 0.07 | > 300 |
| 48 g HB met PET | 0.015 | 0.015 | 400 |
| 50 g UHB top-coated met PET | 0.003 | 0.002 | > 300 |
Adhesive laminations were prepared using three different adhesive systems, with different process conditions.
Solvent-Based
- Two part curing polyester urethane
- Standard gravure application
- Applied weight 1.6 to 1.7 lb./ream (2.6 to 2.8 GSM)
- Corona Treater for primary and secondary set to 0.2 WD
- Two zone dryer set to 170 and 180 °F (77 and 82 °C); nip at 180 °F (82 °C)
Solvent-less
- Two part polyester/polyether urethane
- Standard 4-roll metering
- Adhesive at 113 °F (45 °C), nip at 113 °F (45 °C)
- Applied weight 1.1 – 1.25 lb./ream (1.8 to 2.0 GSM)
- Corona Treater for primary and secondary set to 0.2 WD
Water-Based
- Two part acrylic urethane
- Standard gravure application
- Applied weight 1.5 to 1.7 lb./ream (2.5 to 2.8 GSM)
- Corona Treater for primary and secondary set to 0.2 WD
- Two zone dryer set to 170 and 180 °F (77 and 82 °C); nip at 180 °F (82 °C)
The bond strengths achieved on finished laminations were tested using a 90° peel on an Instron at 10 in/min crosshead speed.
Results & Discussion
Bonds were tested at both 24 hours and 7 days after lamination, and results were very similar in all cases. Results are shown in Table 2.
| ADHESIVE PRODUCT | Clear PET/Met PE | Clear PET/Met PET/PE | Clear PET/Coated Met PET/PE | |||
|---|---|---|---|---|---|---|
| Bond, Hi/Lo | Mode of failure | Bond, Hi/Lo | Mode of failure | Bond, Hi/Lo | Mode of failure | |
| Solvent-based | 551/457 | 30 -50 % Metal Transfer | 1454/488 | PE stretch | 1463/ 568 | Destruct |
| Solventless | 675/539 | 90 % Metal Transfer | > 1482 | Could Not Separate, PE tear | 1669/ 1038 | PE tear |
| Water- Based | 300/293 | No metal transfer | 549/505 | No metal transfer | 584/553 | No metal transfer |
Barrier properties were then measured on each finished laminate in pre-flexed form, as well as after 20 & 270 Gelbo flexes. Barrier results were first compared between the high barrier met PET 3-ply structure and the barrier metallized sealant 2-ply structure. These are shown for solvent-based, solventless and water-based laminates comparing OTR & WVTR, in Figure 2 & 3 respectively.

Figure 2: Oxygen Barrier Properties of 2-ply Laminate with Met PE vs 3-ply Laminate with HB Met PET Before and After Gelbo Flexing, 3 Different Lamination Techniques
Figure 2 clearly shows the 2-ply laminate using the Met PE metallized sealant performs worse than the 3-ply laminate using the HB Met PET prior to Gelbo flexing. However, after Gelbo flexing the 2-ply laminate is close in performance to the 3-ply laminate in the solvent-based adhesive laminations, and actually outperforms the 3-ply laminate oxygen barrier in the solventless and water-based adhesive systems.
PET/Met PE 2-ply
PET/Met PET/PE 3-ply
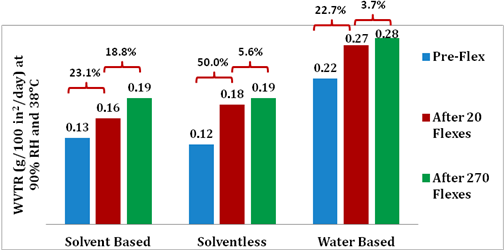
Figure 3 shows the changes in WVTR as a % increase in transmission rate with each increase in # of Gelbo flexes for both the 2-ply and 3-ply structures. For the solvent-based systems, we can see there was not a major increase in WVTR with either system, both showing a 50% or less increase in WVTR at 270 Gelbo flexes compared to pre-flexed. For the solventless and water-based systems, there was a significantly larger increase in WVTR with Gelbo flexing for the 3-ply structure using Met PET as compared to the 2-ply structure using Met PE. Once again, this shows the 2-ply Met PE structure to be more robust in retaining its barrier properties after Gelbo flexing.
Finally, we can look at the ultra-high barrier film, the coated Met PET, in a 3-ply structure, and observe how its barrier properties change as a function of Gelbo flexing relative to the high barrier uncoated Met PET 3-ply structure. Figure 4 shows relative changes in OTR as a function of Gelbo flexing with the three different adhesive systems. Figure 5 shows the relative changes in WVTR.
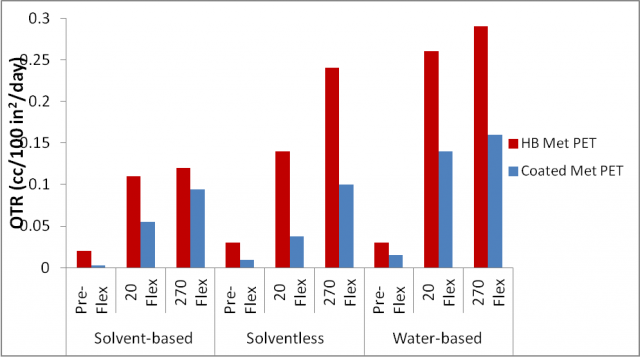 Figure 4: Oxygen Barrier Properties of 3-ply Laminates with HB Met PET vs UHB Coated Met PET, Before and After Gelbo Flexing, 3 Different Lamination Techniques
Figure 4: Oxygen Barrier Properties of 3-ply Laminates with HB Met PET vs UHB Coated Met PET, Before and After Gelbo Flexing, 3 Different Lamination Techniques
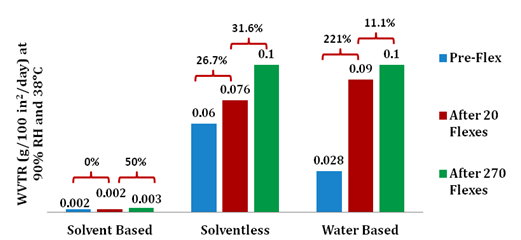
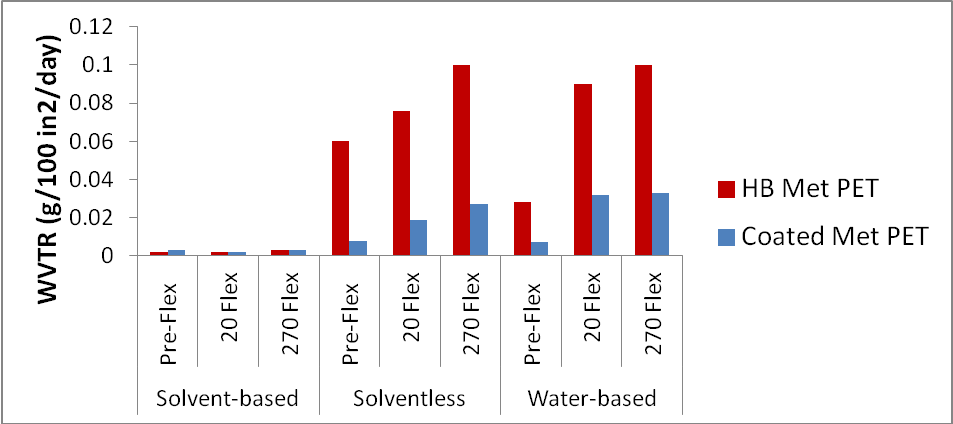 Figure 5: Water Vapor Barrier Properties of 3-ply Laminates with HB Met PET vs UHB Coated Met PET, Before and After Gelbo Flexing, 3 Different Lamination Techniques
Figure 5: Water Vapor Barrier Properties of 3-ply Laminates with HB Met PET vs UHB Coated Met PET, Before and After Gelbo Flexing, 3 Different Lamination Techniques
Both Figures 4 & 5 show that barrier properties of the 3-ply structures using Coated Met PET start out better than the same structures using HB Met PET. Furthermore, the Coated Met PET barrier properties hold up better after Gelbo flexing, particularly the MVTR values.
Conclusions
Sustainability goals such as material and carbon footprint reduction can be achieved without compromising performance using a properly formulated metallized sealant. We have shown that metallized sealants have the added benefit of being less susceptible to barrier degradation during Gelbo flexing in a finished lamination compared to a more standard high barrier metallized PET film.
Improved barrier in a 3-ply structure can be achieved by using an in-line top-coated metallized PET film instead of a standard high barrier metallized PET film. We have shown that in addition to having improved barrier properties in a flat sheet, a 3-ply structure with the top-coated metallized PET film is also less susceptible to barrier degradation during Gelbo flexing.
References
- Ferrari, D., “What Sustainable Packaging means to Brand Owners, and What We Can Do About It”, AIMCAL Fall Conference 2009.
- Ataya, V., “Sustainable Packaging: Reducing Material and Carbon Footprint with Metallized Barrier Sealants”, VII International TAPPI CETEA Conference on Flexible Packaging 2012.
- Lush, J., Ataya, V. and Ferrari, D., “Sustainable Packaging: Reducing Material and Carbon Footprint with Metallized Barrier Sealants”, Packaging Films, Sept. 2012.
- Ferrari, D., “Improve Barrier Properties and Significantly Reduce Your Carbon Footprint with In-line Metallizing and Top-coating”, AIMCAL Fall Technical Conference 2011.
Download PDF of Technical Paper: Barrier Packaging in the Real World