
Looking for ways to increase barrier properties of your package? Here is some factors to consider when it comes to optimizing package barrier and improving production efficiencies. With high barrier metallized films offering barrier values in a range of 0.31– 0.46 g/m2/day water vapor barrier, and 0.31 – 0.46 cc/m2/day oxygen barrier, they can offer several advantages over foil in both production and final package integrity. 1. There is no question that metallized film offers better puncture resistance over foil. From the time the product is manufactured, packed and transported, the package will be flexed countless times and pin-hole and flex-cracking will occur. Though the product remains intact, foil barrier can be adversely affected by content vibration creating microscopic punctures. High barrier metallized films can improve shelf life over foil by resisting these punctures and retaining their high barrier properties. 2. Foil possesses dead-fold characteristics that make creases and wrinkles permanent. Making its way through the various channels to reach the store shelf, a package can look shopworn by the time it is in front of the consumer. Without the memory characteristics of foil, metallized films will withstand this handling, arriving on the store shelf with the fresh and original appearance and graphics intact. 3. Metallized film can run at faster line speeds compared to foil. Typically run at thinner […]

I often hear the questions: How does metallizing affect the yield or basis weight of flexible film? What is the thickness of aluminum applied? Even though vacuum metallizing can dramatically improve barrier values, the layer of metal is so thin that it does not alter the yield or mechanical properties of the film. Vacuum metallizing is a process where an alloy, such as aluminum, is melted and vaporized onto a receptive surface. Vacuum deposition takes place in a chamber under pressure well below atmospheric pressure. Unwind and rewind stations mounted in the chamber allow the film to pass from unwind to rewind over the active boat bed area. The aluminum is melted at 1500 degrees celsius and forms a vapor cloud above the boat bed. As the substrate passes over this active area, a thin layer of aluminum is deposited onto the film, creating a barrier layer. The aluminum thickness is measured in angstroms (Å), a unit of length equal to 10−10 m (one ten-billionth of a metre) or 0.1 nanometers (nm) and typically represents less than 0.1 percent of the base film. Generally, metal deposition in packaging applications ranges from 30.5 Å – 500 Å (3.5 – 50 nm). Metallizing a film typically increases barrier values 10-fold over non-coated/non-metallized film, so many people are surprised to learn that such […]
By: Dante Ferrari, Celplast Metallized Products Limited Two trends are driving much of the innovation in laminations using metallized film today. Sustainability has become a key driver for companies in the packaging and converting industry and it is a major area of focus for consumers, retailers, brand owners, converters and legislators. It has become apparent over the last few years that this is not a trend but a core belief and means of reducing costs throughout the packaging industry1. Another trend is a move to higher barrier packaging. As the market becomes more fragmented with a proliferation of SKU’s, these SKU’s are more likely to spend time in the supply chain before being purchased by the consumer. In addition, a move to healthier, all-natural foods with fewer preservatives means barrier requirements are increasing even for products spending the same amount of time in the supply chain and on store shelves. Both of these trends will be examined in the structures evaluated in this study. However, we are going beyond evaluating barrier in a flat sheet form. Consumer goods companies are becoming more aware of the fact that barrier properties can change as a package travels through the supply chain. Therefore, barrier properties measured in a flat sheet are not necessarily as representative of the final use as barrier properties as […]

We’ve all had it happen. We find a roll in inventory, perfect for that rush job, only to find that there is no identification on the roll. How to determine the functional side? Here are some quick tips to get you out of that jam and producing product in confidence. First a quick how to: Ensure the film surface is clean and clear of any contaminates. It is recommended to remove at least one full wrap from the outside of the roll before taking your test sample. Fold the sample so as to have both sides of the film upper-most Draw the dyne pen across the web so to test both sides of the film Evaluate the results Separate sets of pens should be kept for different substrate types Dyne solution pens will quickly and effectively identify the treated surface of many film types. Below show results with dyne solution applied to a treated and non-treated surface of polyester. Polyester: The non-treated side of polyester has a natural dyne level of 44 so you will need to use a high dyne treat pen (58 dyne solution pen is recommended) to determine the treated side. The dyne solution will bead-up immediately on the untreated PET side, while it will wet-out (remain flat) on the treated surface. Polypropylene and polyethylene films: Polypropylene, with […]

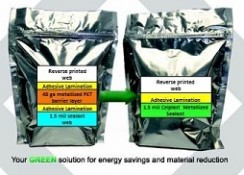
Metal adhesion has long been a challenge in the converter packaging world. The ubiquitous stand-up pouch (Reverse printed PET/Metallized PET/Sealant) and other standard laminated packages, always had intermittent, unidentifiable de-lamination issues, which would crop up from time to time with corona treated polyester and then disappear with no explanation. It was found however that this nuisance issue could be corrected with metallizing chemically treated polyester film. But nothing ever stays the same. Along came hazelnut-flavored coffees, eucalyptus-infused pet treats, large format side-gusseted stand-up pouches and other formats, and increasing usage of solventless adhesives. Delamination issues re-surfaced once again. Polyester laminated to polyester introduces two stiff films which in and of itself, is its’ own challenge. Now, strong flavors,new, larger package formats, and stiffer adhesives have been introduced to the mix adding to the daunting task of achieving high bond strength and subsequent barrier requirements. Our customer needed to achieve better bond strengths that their customer, the brand owner, demanded. In response to this challenge, SUPERMET™, a metallized polyester that provides 600 g/in of metal adhesion to polyester was introduced. The adhesion strength is accomplished through a proprietary metallizing process; but more importantly SUPERMET™ proves to be a viable solution for many structures including the above cited examples. SUPERMET™ was quickly followed by SUPERMET™ HB, a metallized polyester with the same 600 g/in […]
It’s a challenge to find or create a metal adhesion test that can be performed in a non-converting facility and still be meaningful enough to be representative of the actual converting processes. A metal adhesion value represents the force it takes to separate the layers of a laminated structure and is important to understanding whether the metallized substrate is performing in the structure as it should. First in metal adhesion testing, there was the Scotch 610 tape test. This is the method where 3M 610 tape is applied to the metallized surface of the film and is then pulled away at a 180 degree angle at a controlled rate. The amount of metal that transfers to the tape determines the integrity of the metal adhesion to the film. From my experience unless the metal adhesion is already visibly poor, the metal does not decal from the film, so this is in essence a go or no-go test. Another more detailed metal adhesion test used by Celplast (MA-1) is a modified version of the method TP-105-92 published by the Association for Metallizers, Coaters and Laminators (AIMCAL). It consists of a laminated structure (see diagram below) that better represents the converting process. In this method, the metallized film is heat sealed to an EAA/Paper/Foil laminate before tensile testing is conducted. Specimens of 1” […]